
Description
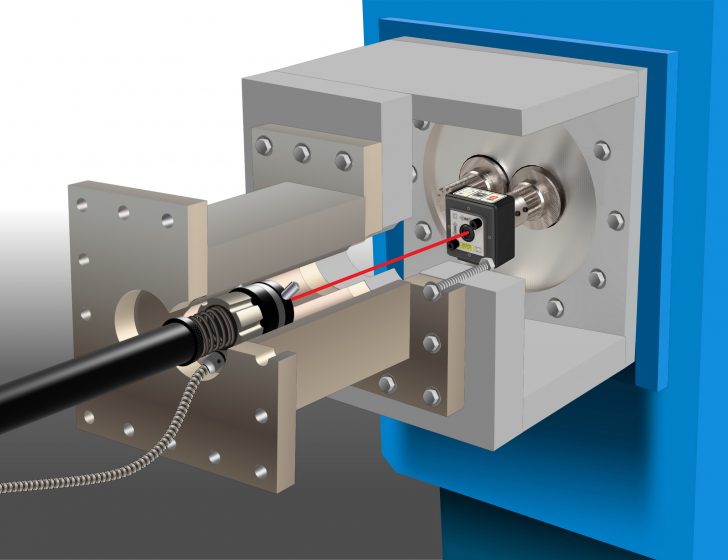 The L-703B Bore & Twin-Barrel Extruder Laser is the “bore” variant of the L-703 Laser System. It is a small, battery-operated, diode laser used for either bore alignment or twin-barrel extruder alignment and mounts either in our L-112 X-Y Laser Stand to position it externally for bore alignment, such as engine blocks, or in the A-703T Spline-Shaft Fixture to mount on a spline shaft of twin-barrel extruders. It can also be used for cylinder straightness, gun-barrel straightness and compressors.
The L-703B Bore & Twin-Barrel Extruder Laser is the “bore” variant of the L-703 Laser System. It is a small, battery-operated, diode laser used for either bore alignment or twin-barrel extruder alignment and mounts either in our L-112 X-Y Laser Stand to position it externally for bore alignment, such as engine blocks, or in the A-703T Spline-Shaft Fixture to mount on a spline shaft of twin-barrel extruders. It can also be used for cylinder straightness, gun-barrel straightness and compressors.
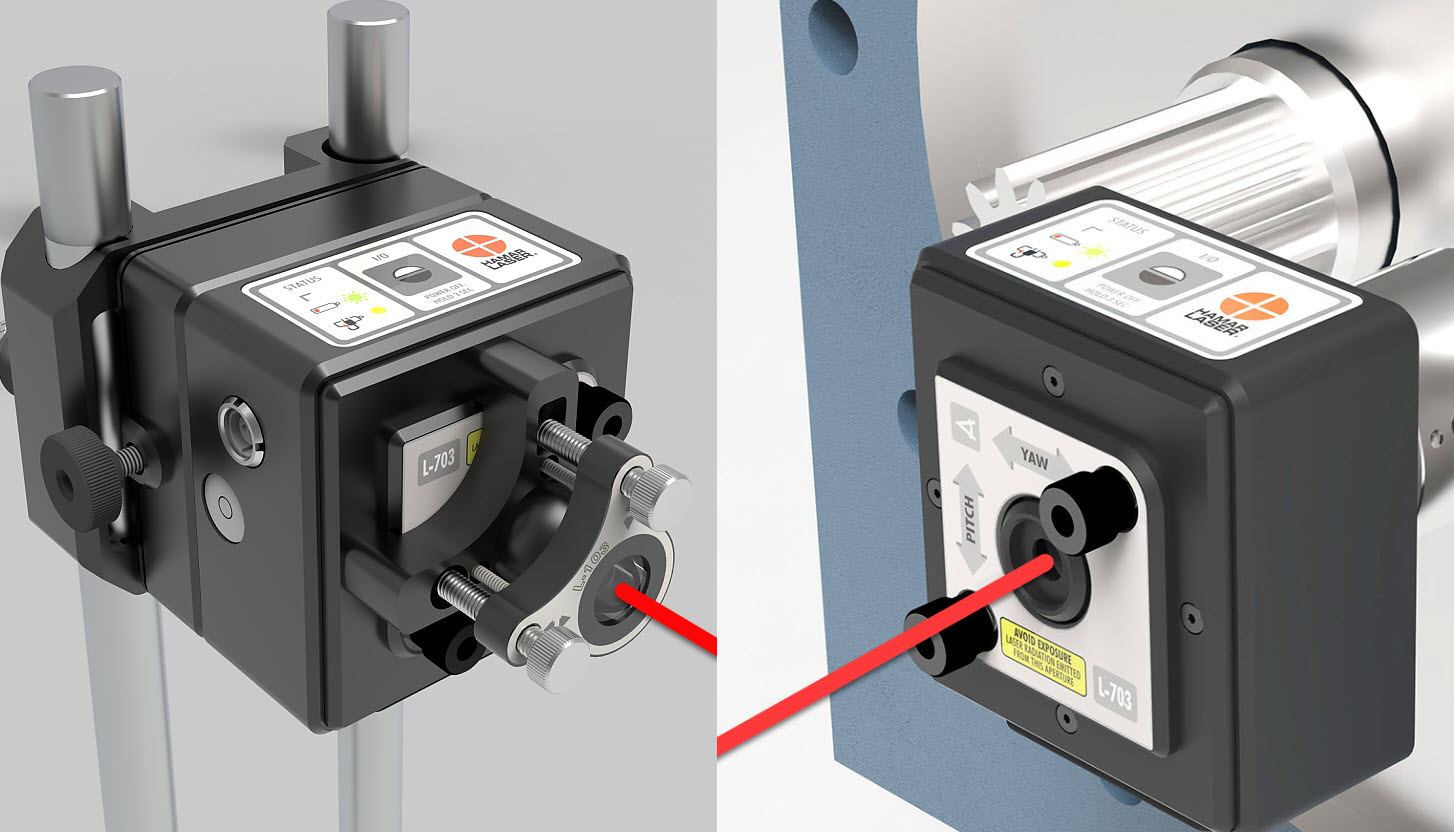
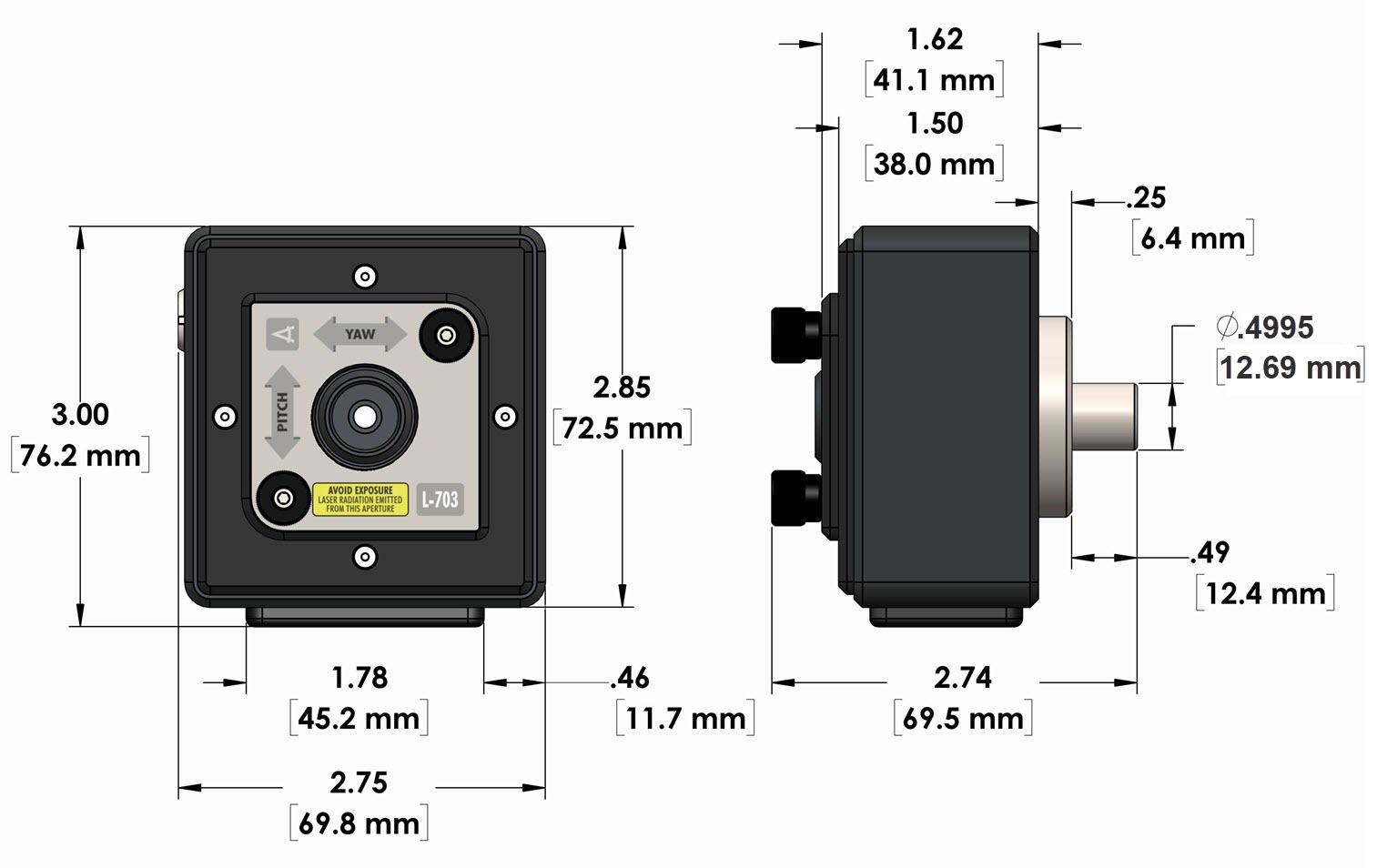
The L-703B features X-Y angular adjustments with a resolution of .00001 in/ft (0.0008 mm/m) and a range of ±0.36° (±.075 in/ft or ± 6.26 mm/m). There is a 0.4995 (12.69 mm) mounting stud with the laser pre-aligned and concentric to the stud to <.0005 in. (0.012 mm). This concentricity error is typically eliminated by either the L-103 Optical Beam Translator or the centering adjustments in the A-703T Spline-Shaft Fixture. The L-703B also feature a lithium-ion rechargeable battery with up to 11 hours of battery life. The AC charging adapter can also be used for continuous operation.
The L-703B can be used with any of our bore alignment targets (with the R-1307 Readouts), such as the A-220, A-221, A-510, A-512, T-212, T-271 and several more.
Applications
- Compressor bores
- Cylinder straightness
- Engine-block crankshaft bores
- Gun-barrel straightness for artillery and naval guns
- Helicopter tail-rotor bearing bores
- Stern-tube and shaft-bearing bores in ships
- Twin-barrel extruder to gearbox alignment
Features
- Lightweight, portable, LiOn battery-operated, compact, rugged design.
- High-resolution angular adjustments for quick alignment of laser beam to bore reference with resolution of .00001 in/ft (0.0008 mm/m) and a range of ± .0375 in./ft (± 3.13 mm/m).
- Long-range, high accuracy can be used up to 50 feet (15 m). A long-distance version is available as well.
- Can be used on many different applications.
- Laser is concentric to mounting stud to <.0005 in. (0.012 mm). This concentricity error is typically eliminated by either the L-103 Optical Beam Translator or the centering adjustments in the A-703T Spline-Shaft Fixture.
- Visible laser beam with collimated 3 mm beam.
- Virtually instantaneous warm-up.
- Up to 11 hours battery life continuous use.
- Easy fixturing for custom applications.
- Supports most HLI bore targets when used with the R-1307 Readouts.
Specifications
Drawings
- Call Us: +1-203-730-4600
- Email: sales@hamarlaser.com
- Website: www.hamarlaser.com