
Description
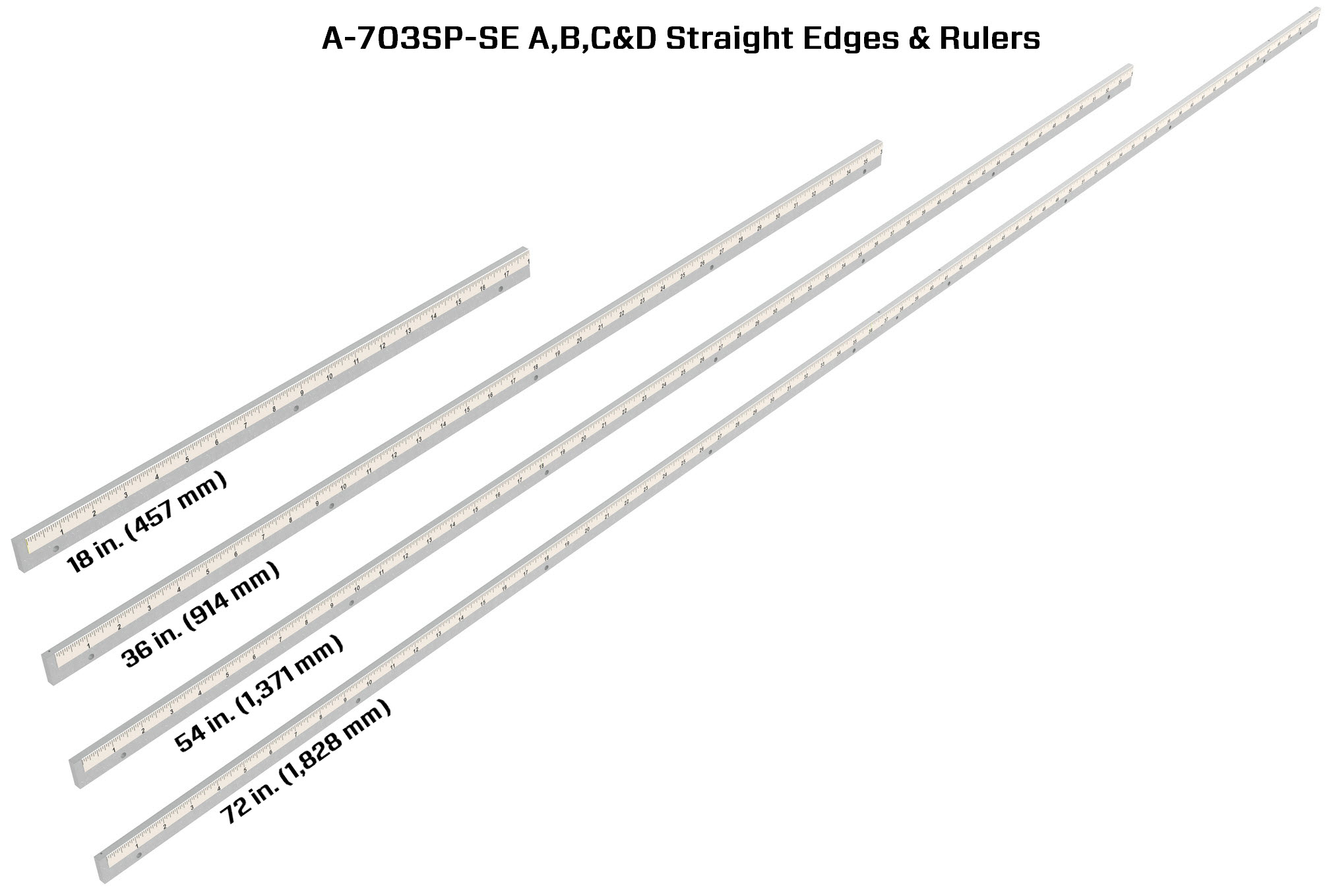
The A-703SP-SE-C is a 54 in. (1,373 mm) long straight edge with a measuring ruler to locate the measurement points on the surface plate without having to mark the plate. It comes in 2 pieces: 18-in. (457 mm) piece and 36-in. (914 mm) piece. It attaches to the A-703SP-LM Laser Mount and features rubber feet to hold it in place.
Applications
- Granite surface plate flatness
- Steel surface plate flatness
Features
- 54 in. (1,373 mm) and straight to ±.010 (±2.5 mm).
- Stainless steel with rubber feet to prevent sliding on surface plates.
- 54 in. (1,373 mm) measurement ruler to position T-1297 Target on the measurement point.
Specifications
Material:
440C Stainless Steel
Straight-Edge Length:
54 in. (1,373 mm) long with a 54 in. (1,373 mm) ruler. In 2 pieces: an 18-in. (457 mm) piece and 36-in. (914 mm) piece. Connected with tabs.
Weight:
6 lbs (2.7 kg)
Drawings
- Call Us: +1-203-730-4600
- Email: sales@hamarlaser.com
- Website: www.hamarlaser.com