
Roll Alignment Applications
Roll Alignment Specialists
We make the best laser alignment systems in the world!
Precision alignment is all we do. For over 50 years, Hamar Laser has been a world leader in laser alignment. We design, manufacture, sell and service high-precision laser alignment and calibration systems for virtually any alignment application.
We know what works…and what doesn’t. We design our lasers to be the best solution for a given application. We don’t believe in “one-size-fits-all” products that a lot of our competitors offer. Buying a Hamar means the job will be done the right way, with unbeatable accuracy and as fast as possible.
75%
Faster than Optics
Our lasers check and align rolls up to 75% faster than optical methods.
10X
Ultra Accurate Measurements
Our lasers are up to 10 times more accurate than competing systems.
50+
Years of Alignment Experience
For roll alignment, we know what works... and what doesn't. Try us and see!
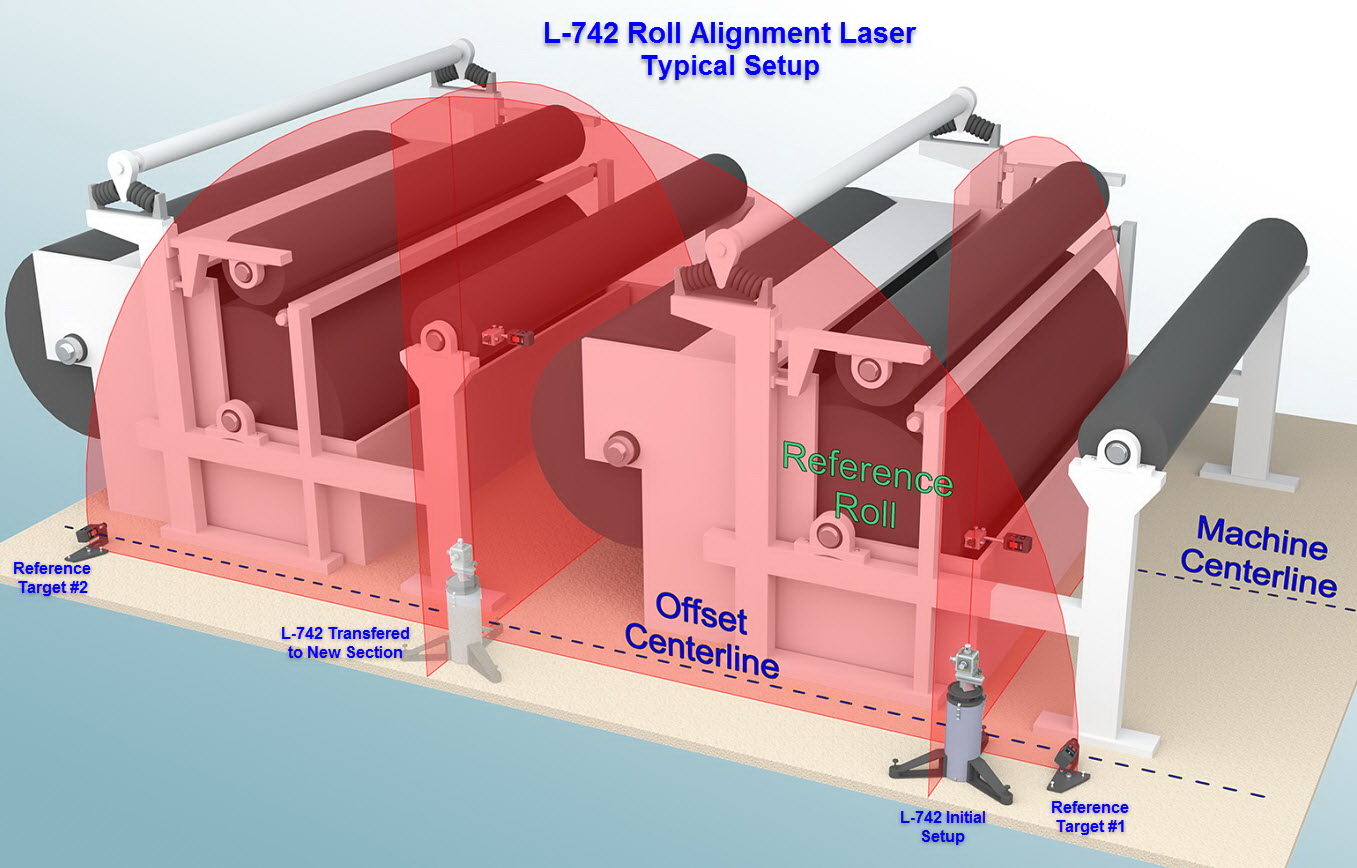
L-732 & L-742 Dual-Scan® Roll Alignment Laser Systems
Compare Systems
| Specifications | L-742 Ultra-Precision | L-732 Precision |
|---|---|---|
| Laser Plane Flatness | .00003 in/ft (0.0025 mm/m) | .00012 in/ft (0.010 mm/m) |
| Squareness b/w Planes | .00018 in/ft (0.015 mm/m) | .00018 in/ft (0.015 mm/m) |
| Roll-to-Roll Parallelism Measuring Accuracy | .000045 in/ft (0.0038 mm/m) | .00018 in/ft (0.015 mm/m) |
| Resolution of Measurement | .00002 in. (0.0005 mm) | .00002 in. (0.0005 mm) |
| Detector PSD Size | 33x13 mm | 33x13 mm |
| Operating Range | 100 feet (30 m) in Radius | 100 feet(30m) in Radius |
| Applications | Paper Mills, Film Lines, Printing Presses | Textile Mills & Rubber Mills |
Laser Plane Flatness
L-742 Ultra-Precision
.00003 in/ft (0.0025 mm/m)
L-732 Precision
.00012 in/ft (0.010 mm/m)
Squareness b/w Planes
L-742 Ultra-Precision
.00018 in/ft (0.015 mm/m)
L-732 Precision
.00018 in/ft (0.015 mm/m)
Roll-to-Roll Parallelism Measuring Accuracy
L-742 Ultra-Precision
.000045 in/ft (0.0038 mm/m)
L-732 Precision
.00018 in/ft (0.015 mm/m)
Penta Prism Step Error
L-742 Ultra-Precision
+/- .0001 in. (+/-0.0025 mm)
L-732 Precision
+/- .00025in. (+/-0.006 mm)
Resolution of Measurement
L-742 Ultra-Precision
.00002 in. (0.0005 mm)
L-732 Precision
.00002 in. (0.0005 mm)
Detector PSD Size
L-742 Ultra-Precision
33x13 mm
L-732 Precision
33x13 mm
Operating Range
L-742 Ultra-Precision
100 feet (30 m) in Radius
L-732 Precision
100 feet(30m) in Radius
Applications
L-742 Ultra-Precision
Paper Mills, Film Lines,
Printing Presses
Printing Presses
L-732 Precision
Textile Mills & Rubber Mills
Downloads
What Makes Hamar Better?
Ultra-Accuracy
Our laser planes have a flatness accuracy of up to .000015 in/ft. (0.0013 mm/m), flatter than any competing laser, usually by a factor of 8!

High-Speed Alignments
Renowned for their ease of use and fast setups, our systems significantly speed up alignments with real-time data feedback and simultaneous multi-axis adjustment.

Easy to Learn
Our lasers are easier to learn than optics or laser trackers and don't require an engineering degree to run them! Training typically only takes 2 days or use our free YouTube training videos!

Alignment Experience
More than 5 decades of alignment experience goes into every product, along with our 28 patents! We know laser alignment!
Innovation
We design innovative laser systems engineered for specific applications, not inferior and under-performing “one-size-fits-all” products.

Service
Family owned and operated, we make and service our lasers right here in the USA, providing our customers with a high level of personal service.
Laser Technology Comparison
HLI’s L-742 Dual Scan® Technology vs. The Competitor’s Pentaprism

HLI’s Laser Transfer Method
When using HLI’s Laser-Transfer Method and a reference roll, the squareness between the L-742’s laser planes is effectively eliminated when moving the laser from section to section. This means the measuring laser plane is parallel to where it was upon the initial setup to within the combined flatness of the laser planes or .000045 in/ft (0.0038 mm/m)!
- 10.0188 mm/m Plane Flatness/Squareness
- 20.015 mm/m Plane Squareness
- 3(1) - (2) = 0.0038 mm/m Parallelism Error since Squareness Error Does Not Add in!
Competitor’s Pentaprism Method
When using the Pentaprism Method with a reference roll, after the Pentaprism is moved to another location along the machine, the laserbeam at the second location will not be parallel to the laser at the reference roll by up to .0005 in/ft (0.040 mm/m). Not very good for 3-7 meter rolls! Furthermore, rotating the prism to reach and upper or lower roll could result in an additional error of up to .040” (1.0 mm).
- 4 0.02 mm/m Beam Squareness/Flatness
- 50.02 mm/m Beam Squareness/Flatness
- 6(4) + (5) = 0.040 mm/m Parallelism Error Between 2 Beams!
- 7Additional Step Error of up to 1.0 mm
Hamar Laser vs. Competitors - Roll Alignment Lasers
Compare with Competitors Systems | Features | HLI L-742 | HLI L-732 | Gyroscope System* | European Systems | Optical Theodolites |
|---|---|---|---|---|---|
| Measurement Technology | Dual Scan® Orthogonal Auto-Rotating Planes | Dual Scan® Orthogonal Auto-Rotating Planes | High-Accuracy Gyroscopes* | Manually Rotating Planes + Penta-Prism Optical Square | Optical Telescope + Optical Scale |
| Available for Purchase | YES | YES | NO! Hire for service only @extremely high daily rates.** | YES | YES |
| Speed of Measurement | 60-70% faster | 60-70% faster | 60-70% faster | 30-35% faster | 0% faster |
| Ease of Use | Simple, easy setups | Simple, easy setups | N/A! Only available as service | Complicated, long setups | Complicated, long setups |
| Auto Rotating Laser Planes | YES, 2 | YES, 2 | N/A | NO, Manual rotation | N/A |
| Real-Time Data for Aligning Rolls | YES | YES | NO. Report only! Must use another alignment tool to align. | YES | YES |
| Roll-to-Roll Parallelism Measuring Accuracy | .000045 in/ft (0.0038 mm/m) | .00018 in/ft (0.015 mm/m) | Accuracy not specied. Resolution: .0001 in/ft (0.008 mm/m) | .00048 in/ft (0.040 mm/m) (Total accuracy: las. + penta) | Not specied |
| Penta Prism Step Error | +/- .0001 in. (+/-0.0025 mm) | +/- .00025 in. (+/-0.006 mm) | N/A | 1.0 mm*** | N/A |
| Tripods Required | 1 | 1 | 0 | 2 | 1 |
| Operating Range | 100 feet (30 m) in Radius With unlimited laser transfers | 100 feet (30 m) in Radius With unlimited laser transfers | Not specied | Not specied | 100 feet (30 m) With unlimited laser transfers |
| Software Required? | NO | NO | YES | YES | NO |
| Manpower Required to Run System | 1 optical technician | 1 optical technician | 1 service engineer | 2 optical technicians | 2 optical technicians |
Measurement Technology
HLI L-742
Dual Scan® Orthogonal
Auto-Rotating Planes
Auto-Rotating Planes
HLI L-732
Dual Scan® Orthogonal
Auto-Rotating Planes
Auto-Rotating Planes
Gyroscope System*
High-Accuracy
Gyroscopes*
Gyroscopes*
European Systems
Manually Rotating Planes +
Penta-Prism Optical Square
Penta-Prism Optical Square
Optical Theodolites
Optical Telescope +
Optical Scale
Optical Scale
Available for Purchase
HLI L-742
YES
HLI L-732
YES
Gyroscope System*
NO!
Hire for service only @extremely high daily rates.**
Hire for service only @extremely high daily rates.**
European Systems
YES
Optical Theodolites
YES
Speed of Measurement
HLI L-742
60-70% faster
HLI L-732
60-70% faster
Gyroscope System*
60-70% faster
European Systems
30-35% faster
Optical Theodolites
0% faster
Ease of Use
HLI L-742
Simple, easy setups
HLI L-732
Simple, easy setups
Gyroscope System*
N/A!
Only available as service
Only available as service
European Systems
Complicated,
long setups
long setups
Optical Theodolites
Complicated,
long setups
long setups
Auto Rotating Laser Planes
HLI L-742
YES, 2
HLI L-732
YES, 2
Gyroscope System*
N/A
European Systems
NO,
Manual rotation
Manual rotation
Optical Theodolites
N/A
Real-Time Data for Aligning Rolls
HLI L-742
YES
HLI L-732
YES
Gyroscope System*
NO. Report only!
Must use another alignment tool to align.
Must use another alignment tool to align.
European Systems
YES
Optical Theodolites
YES
Roll-to-Roll Parallelism Measuring Accuracy
HLI L-742
.000045 in/ft
(0.0038 mm/m)
(0.0038 mm/m)
HLI L-732
.00018 in/ft
(0.015 mm/m)
(0.015 mm/m)
Gyroscope System*
Accuracy not specied.
Resolution: .0001 in/ft (0.008 mm/m)
Resolution: .0001 in/ft (0.008 mm/m)
European Systems
.00048 in/ft
(0.040 mm/m)
(Total accuracy: las. + penta)
(0.040 mm/m)
(Total accuracy: las. + penta)
Optical Theodolites
Not specied
Penta Prism Step Error
HLI L-742
+/- .0001 in.
(+/-0.0025 mm)
(+/-0.0025 mm)
HLI L-732
+/- .00025 in.
(+/-0.006 mm)
(+/-0.006 mm)
Gyroscope System*
N/A
European Systems
1.0 mm***
Optical Theodolites
N/A
Tripods Required
HLI L-742
1
HLI L-732
1
Gyroscope System*
0
European Systems
2
Optical Theodolites
1
Operating Range
HLI L-742
100 feet (30 m) in Radius
With unlimited laser transfers
With unlimited laser transfers
HLI L-732
100 feet (30 m) in Radius
With unlimited laser transfers
With unlimited laser transfers
Gyroscope System*
Not specied
European Systems
Not specied
Optical Theodolites
100 feet (30 m)
With unlimited laser transfers
With unlimited laser transfers
Software Required?
HLI L-742
NO
HLI L-732
NO
Gyroscope System*
YES
European Systems
YES
Optical Theodolites
NO
Manpower Required to Run System
HLI L-742
1 optical technician
HLI L-732
1 optical technician
Gyroscope System*
1 service engineer
European Systems
2 optical technicians
Optical Theodolites
2 optical technicians
* Gyroscopes not available for purchase. Service only.
** It takes just 5 days of gyroscope alignment service to pay for the L-742 Ultra-Precision Dual Scan® Laser!
*** European systems do not calibrate Penta Prism centering, which is a source of large errors.
** It takes just 5 days of gyroscope alignment service to pay for the L-742 Ultra-Precision Dual Scan® Laser!
*** European systems do not calibrate Penta Prism centering, which is a source of large errors.


What Our Customers Say
Chris Merani
DC Engineering Works LLC
"I am very impressed with the overall fit and finish of everything. The Kaisen foam is well designed and every component has a well thought out home. The position and orientation of each component... Read More...
John M.
Shurtape Technologies, LLC
"The ROI on our Hamar Laser L-742 [Roll Alignment System] alignment system was only 3 months! Thanks for a top-shelf “rubber meets the road” solution! Read More...
Russell Roberson
President
Omega Solutions, Inc. (OSI)
"We’ve been using a Hamar Laser alignment system for 15 years. When anybody sees it in action, they see how accurate it is, how it shows alignment data in real time and how easily the results can be repeated...
Read More...
Cheng L. C.
Engineering Manager
Mitsui Copper Foil Malaysia
"We adopted the use of the Hamar Laser alignment system in 2005 and have not looked back since. With its high accuracy and easy-to-use design, our machines’ performance has improved tremendously... Read More...
- L-700 Lathe Alignment System
- L-702SP 5-Axis Machine Tool & Spindle Alignment System
- L-703 Bore, Spindle & Straightness Laser Alignment Systems
- L-705 Bore Alignment Laser System
- L-706 Bore Laser System
- L-706 Small-Bore Alignment Laser System
- L-708 Internal Bore Laser Systems
- L-730 Precision Leveling Laser
- L-732 Precision Dual Scan® Laser